|
| |
[ Accueil ] [ Remonter ] [ plastiques ] [ designation ] [ traitements thermiques ] [ lexique ] [ metallurgie ] [ essais mecaniques ] [ brunissage ] [ superfinition ] [ electro erosion ]
Finitions précises: la superfinition
|
- LA
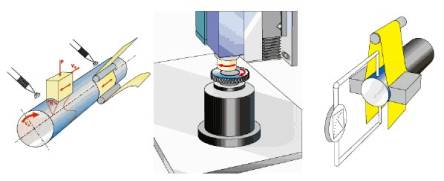
SUPERFINITION - Le principe
Les
outils de SUPERFINITION dont le grain, le liant et la dureté sont adaptés au but
recherché, oscillent axialement par rapport ŕ la pičce mise en rotation, la pression
d'appui est réglable en continu. En fonction de la longueur de la surface ŕ
usiner, l'outil travaille en plongée ou par déplacement. Du fait de la surface de
contact importante entre l'outil de SUPERFINITION et la pičce, les défauts de forme tels
qu'ondulation, stries dues ŕ spirale d'avance, faux rond et traces de broutage sont
éliminés. Les mouvements rapides et de faible amplitude des grains abrasifs provoquent
la formation de copeaux microscopiques. Cela permet d'obtenir en trčs peu de temps une
trčs haute qualité de surface. |
|
|

|
- LA
SUPERFINITION - L'Application
- LA
SUPERFINITION - Les Avantages
|
|
|
|
| • Temps
d'usinage courts |
•
Faibles coűts d'outils |
• Niveau
sonore réduit |
| • Peu de
frottement |
•
Faibles coűts d'investissement |
•
Sűreté d'utilisation |
| • Peu
d'usure |
•
Faibles dépenses d'énergie |
• Grande
flexibilité |
|

|

|
|
Les
impératifs de qualité accrus concernant la sécurité d'exploitation, la durée de vie,
le rendement, le silence et l'aspect, exigent une amélioration constante des méthodes de
fabrication. L'opération de superfinition qui intervient en dernier lieu et qui
détermine de ce fait la qualité, a donc en la matičre un rôle trčs important.
Surface extérieure non influencée thermiquement par la SUPERFINITION
Il se crée lors de la rectification ou du tournage fin une modification de structure
de la couche extérieure. Cet "adoucissement" est provoquée par la haute
température apparaissant dans la zone de contact entre la pičce et l'outil. Cette couche
présente sous charge une forte abrasion et une usure rapide. L'opération de
SUPERFINITION n'introduit pas d'échauffement notable dans le processus. La couche
extérieure est complčtement enlevée et c'est alors le matériau de base qui constitue
la surface extérieure portante. Etant donné que le matériau de base n'est pas
influencé par la chaleur, le risque de formation de fissures et de pitting par suite de
variations de structure sous charge roulante est fortement limité.
Caractéristiques superficielles constantes
Il est possible d'obtenir actuellement ŕ l'aide de la SUPERFINITION, des
caractéristiques superficielles exactement adaptées ŕ la charge de la surface
fonctionnelle. Contrairement aux surfaces rectifiées les caractéristiques des surfaces
superfinies sont tout ŕ fait constantes, aussi bien sur la pičce elle-męme que sur
toutes les pičces d'une série. Par suite du taux de portance élevé, aucun effet de
rodage n'est pratiquement décelable. Le "taux de matičre" élevé conduit, sur
toute la durée de vie, ŕ une trčs faible augmentation du jeu de palier.
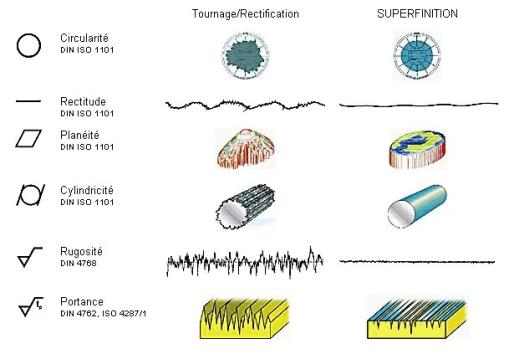
Amélioration de la forme géométrique
La zone de contact mise en jeu dans l'opération de SUPERFINITION recouvre toujours
une grande surface. Cette mesure améliore considérablement les défauts de forme tels
que: Faux-rond, ondulation. défaut de section.
Amélioration de la lubrification
Le mode d'usinage ŕ traits croisés obtenu en SUPERFINITION conduit ŕ une bonne
répartition du film d'huile. Un usinage en deux passes permet en outre d'obtenir une
structure superficielle présentant une fine surface portante et des stries croisées
formant réserves d'huile.
Forte rentabilité
La mise en œuvre de la SUPERFINITION permet en rčgle générale d'économiser la
rectification et les coűts de machine largement plus importants. De nouvelles
technologies permettent en outre d'effectuer sans aucune rectification un usinage de
superfinition sur des surfaces venant de tournage fin ou spécial. |
[ Accueil ] [ Remonter ] [ plastiques ] [ designation ] [ traitements thermiques ] [ lexique ] [ metallurgie ] [ essais mecaniques ] [ brunissage ] [ superfinition ] [ electro erosion ]
|

